Mitä vaiheita titaanilevyn valssausprosessi sisältää (kuten alkuvalssaus, kuumavalssaus, kylmävalssaus jne.)? Millaista valssaamoa käytetään? Kuinka hallita valssauslämpötilaa ja -alennusta levyn tasaisen mikrorakenteen ja suorituskyvyn varmistamiseksi?
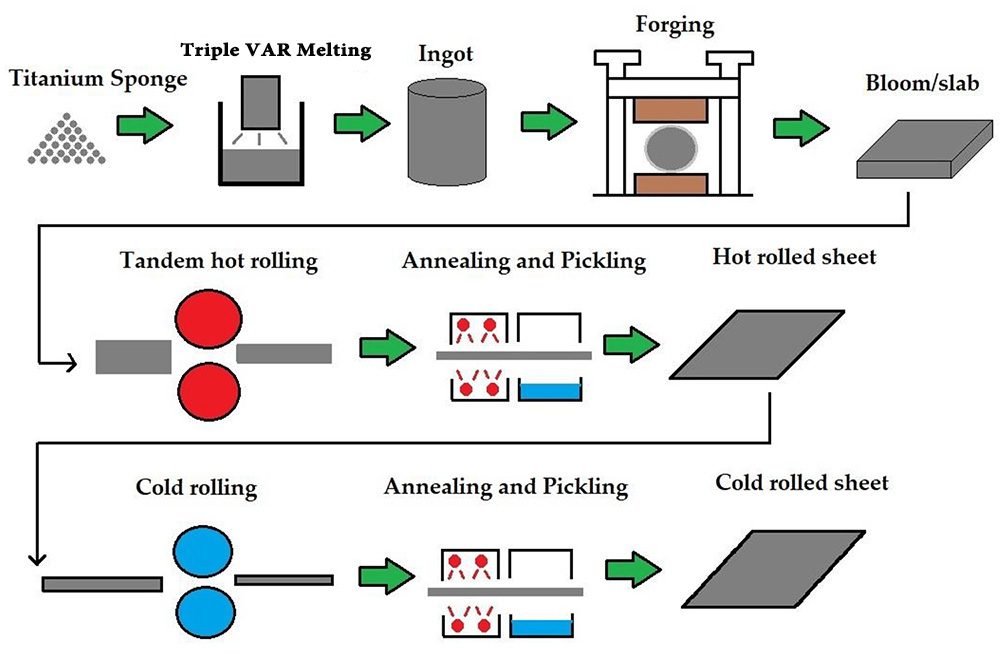
Titaanin valssaus ja titaaniseoslevyt on monimutkainen prosessi, joka yhdistää materiaalitieteen, mekaanisen ohjauksen ja prosessin optimoinnin. Sen prosessivirtaus voidaan jakaa kolmeen ydinvaiheeseen: alkuvalssaus, kuumavalssaus ja kylmävalssaus. Jokainen vaihe vastaa tiettyä valssaamolaitteistoa ja prosessiparametreja.
(1) Ensimmäinen valssausvaihe
Alkuvalssauksessa käytetään yleensä kaksitelaista käännettävää valssaamoa. Sen päätehtävänä on murtaa titaaniseosharkon pylväsmäinen kiderakenne ja saavuttaa alkuperäinen plastinen muodonmuutos. Tässä vaiheessa harkon kuumennuslämpötilaa on valvottava tiukasti (yleensä 30-50 ℃ β-vaihealueen yläpuolella), ja valuvirheet on eliminoitava useiden pienten muodonmuutosvalssausten kautta (vähennys kulkua kohti ≤15 %). Changzhou Bokang Special Material Technology Co., Ltd. on merkittävästi parantanut mikrorakenteen tasaisuutta alkuvalssausvaiheessa optimoimalla harkon homogenointiprosessin ja yhdistämällä numeerisen simulaation muodonmuutoskestävyyden ennustamiseksi.
(2) Kuumavalssausvaihe
Kuumavalssaus käyttää nelitelaista irreversiibeliä valssaamoa tai yleisvalssainta suurten muodonmuutoskäsittelyjen suorittamiseen α β -kaksivaiheisella alueella. Tässä vaiheessa rakeet jalostetaan dynaamisella uudelleenkiteytyksellä ja lopullista valssauslämpötilaa (yleensä vähintään 850 ℃) on säädettävä materiaalin plastisuuden varmistamiseksi. Kotelotyyppistä lämmitysuunia käytetään yhdessä induktiolämmityksen kompensointijärjestelmän kanssa lämpötilan tarkkuuden saavuttamiseksi ±10 ℃. Kuumavalssauskierron vähennyksen jakautuminen noudattaa "pyramidi"-periaatetta, toisin sanoen muutamalla ensimmäisellä ajokerralla käytetään 20-25 %:n vähennystä ja seuraavissa ajoissa asteittain nousevat 35-40 %:iin yhdistettynä nopea vesijäähdytys prosessien välillä liiallisen jyvän kasvun välttämiseksi.
(3) Kylmävalssausvaihe
Kylmävalssaus suoritetaan neli- tai kuusitelaisella kylmävalssaamolla pääasiassa levyn pinnan laadun ja mittatarkkuuden parantamiseksi. On tarpeen käyttää useita ajoja pienimuotoista valssausta (yksikierrosvähennys ≤10 %) yhdistettynä välihehkutusprosessiin, ja kumulatiivinen muodonmuutos voi nousta yli 80 %:iin. Changzhou Bokang on lisännyt levyn muodon ohjaustarkkuutta ±5 μm:iin ottamalla käyttöön rullaristiteknologian. Sen valmistamien lääketieteellisten titaanilevyjen pinnan karheus on Ra≤0,2μm saavuttaen kansainvälisen johtavan tason.
Titaanin valssauslaitteiden valinta vaikuttaa suoraan lopullisen levyn laatuun ja se on suunniteltava materiaalin ominaisuuksien mukaan:
(1) Valssaamotyypin valinta
Ensisijainen valssaamo: Käytetään suljettua kaksitelaista käännettävää valssaamoa, joka on varustettu hydraulisella AGC-järjestelmällä (automaattinen paksuuden säätö) ja telan halkaisijasuhdetta säädetään välillä 1,8-2,2 purentatilan optimoimiseksi.
Kuumavalssaus: Käytössä on nelitelainen palautumaton valssaamo, jonka työtelan halkaisija on 350-400 mm ja tukitelan halkaisija 1400-1600 mm, joka on varustettu taivutustelajärjestelmällä ja telansiirtolaitteella, ja levyn muodon ohjaustarkkuus saavuttaa ±15I
Kylmävalssaus: käytetään UC/VC yhdistettyä telajärjestelmän kuusitelaista valssaamoa, välitelan aksiaalinen siirtoisku on ±150 mm ja lasernopeusmittaria ja paksuusmittaria käytetään suljetun silmukan ohjaamiseen
(2) Rullajärjestelmän materiaalin optimointi
Työtela on valmistettu korkeakromipitoisesta rautapohjaisesta seoksesta (Cr12MoV), ja pintaan on ruiskutettu CrN/Al2O3-komposiittipinnoite, jonka kovuus on yli HV1200, joka kestää tehokkaasti titaanin tarttumista. Tukirulla käyttää ääretöntä jäähdytettyä valuraudasta keskipakovalutekniikkaa, ja telan pinnan kovuuden gradienttieroa ohjataan HS15:ssä rullan muodon vakauden varmistamiseksi.
Tarkka lämpötilan ja muodonmuutosten hallinta on avain titaanilevyn rakenteen ja suorituskyvyn yhtenäisyyden varmistamiseksi, ja moniparametrinen kytkennän ohjausmalli on luotava.
(1) Lämpötilan säätöjärjestelmä
Lämmitysprosessi: Otetaan käyttöön kolmivaiheinen lämmitysjärjestelmä (esilämmitysosa 600-700 ℃ / eristysosa 850-950 ℃ / lämmitysosa 900-980 ℃), ja infrapunalämpömittaria käytetään reaaliaikaiseen lämpötilan valvontaan
Valssausprosessin lämpötilan säätö: Viimeistelyvalssausvaiheessa käytetään telasuihkujärjestelmää (vesimäärän säätötarkkuus ±0,5 l/min) ja vastuslämmityksen kompensointijärjestelmää käytetään valvomaan valssatun kappaleen lämpötilan vaihtelua ±20 ℃:n sisällä.
Lopullinen valssauslämpötilan hallinta: Lämpötilan kentän jakauma ennustetaan elementtisimulaatiolla, ja kulkujen välillä muodostetaan lämpötilan odotusaikamalli valssatun kappaleen lämpötilan varmistamiseksi. Varmista, että valssauksen lopullinen lämpötila on vähintään 50 ℃ vaihemuutospisteen alapuolella
(2) Algoritmi vähennyksen optimoimiseksi
Monivaiheinen vähennysjakauma: Materiaalin työkarkaisumalliin perustuen geneettistä algoritmia käytetään optimoimaan vähennyksen jakautuminen kussakin kierrossa, jotta varmistetaan, että jokaisen läpimenon muodonmuutos on "parabolinen".
Dynaaminen vähennyksen säätö: Vierintävoimaa seurataan reaaliajassa painemittarilla, ja sumeaa PID-säätöalgoritmia käytetään automaattisesti säätämään vähennystä kompensoimaan rullausvälin pomppimista (kompensaation tarkkuus ±0,02 mm)
Raja muodonmuutosten hallinta: Määritä kriittinen vähennyskriteeri (ε_c=0,6σ_s/K), jossa K on materiaalin käsittelyn kovettumiskerroin, varmista, että yksikierrosvähennys ei ylitä 85 % kriittisestä arvosta
(3) Toimenpiteet rakenteen yhtenäisyyden varmistamiseksi
Raekoon säätö: Säädä dynaamista uudelleenkiteytystilavuusosuutta Z-parametrilla (Z=ε·exp(Q/RT)) ja pidä Z-arvo välillä 10-15 tasaakselisten rakeiden saamiseksi.
Tekstuurin optimointi: Käytä poikittaisvalssausprosessia (kierrä levyä 45° kulkua kohti) yhdistettynä asynkroniseen valssaustekniikkaan (linjan nopeuden ero ylä- ja alatelojen välillä on 10-15 %), jotta pohjapinnan rakenne heikkenee tehokkaasti.
Jäännösjännityksen hallinta: Vetojännityksen ja puristusjännityksen vuorottelevan valssausprosessin avulla yhdistettynä jännitysrelaksaatiokäsittelyyn hehkutuksen aikana, jäännösjännitys hallitaan ±20 MPa:n sisällä
Titaanilevyn valssausprosessi edellyttää koko prosessin kattavan laadunvalvontaverkoston perustamista. Changzhou Bokang on läpäissyt ISO9001/ISO13485-järjestelmän sertifioinnin ja rakentanut kolmitasoisen laadunvalvontajärjestelmän "raaka-aineiden tarkastuksesta, prosessin seurannasta ja valmiiden tuotteiden testauksesta":
Online-tunnistus: varustettu levyn muotomittarilla, paksuusmittarilla, pintatunnistimella, jotta saavutetaan paksuustoleranssin ±0,02 mm ja levyn muodon toleranssin ±8I online-hallinta
Organisaation tunnistus: EBSD-tekniikkaa käytetään raesuuntauksen analysointiin sen varmistamiseksi, että ASTM Grade 8:n raekoon hienosuhde on ≥90 %
Suorituskyvyn tarkastus: Mekaaniset ominaisuudet varmistetaan vetokokeella, iskutestillä ja korroosiokokeilla. Lääketieteellisen titaanilevyn vetolujuus on ≥850 MPa ja venymä ≥18%, mikä täyttää ASTM F136 -standardin
Tuhoamaton testaus: Ultraäänivaiheista taulukkotekniikkaa käytetään sisäisten vikojen havaitsemiseen, jotta varmistetaan 100 % virheiden havaitsemisnopeus
Tällä hetkellä titaanilevyvalssausteknologialla on kolme suurta kehityssuuntaa:
Älykäs rullaus: Virtuaalinen valssausmalli luodaan digitaalisen kaksoistekniikan avulla prosessiparametrien online-optimoinnin saavuttamiseksi;
Near-net-muovaustekniikka: Kehitä ultraohut titaanilevyjen jatkuvaa valssaustekniikkaa 0,016 tuuman ultraohuiden levyjen jatkuvan tuotannon saavuttamiseksi;
Vihreä valmistustekniikka: Sähkömuovivalssaustekniikkaa (EPR) käytetään alentamaan valssauslämpötilaa 30-50 °C ja vähentämään energiankulutusta.
 Kysy meiltä
Kysy meiltä
 Kieli
Kieli